





FANUC 机器人码垛编程详细讲解
1. 码垛功能的定义
对几个具有代表性的点进行示教,即可以从下层到上层按照顺序堆叠工件。
2. 码垛的种类
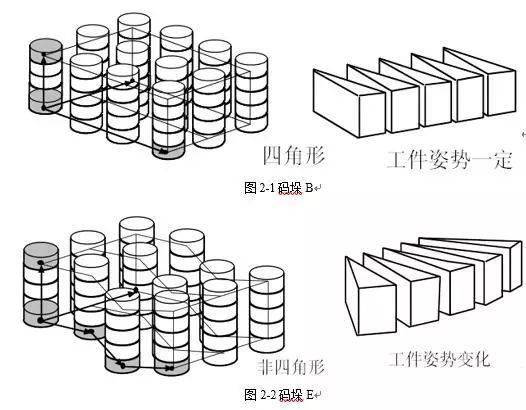
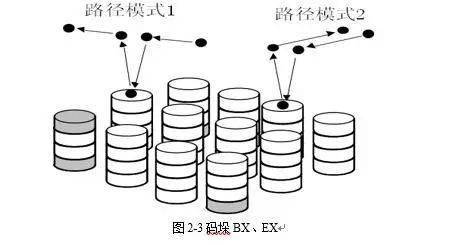
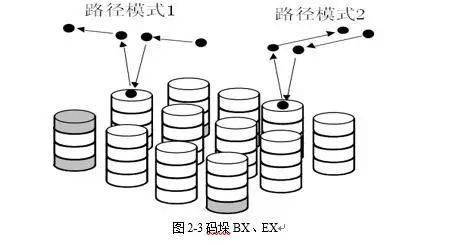
码垛 B:包括码垛B(单路径模式)和码垛BX(多路径模式) 适用于工件姿势恒定,堆叠时的底面形状为直线或四角形。码垛 E:包括码垛E(单路径模式)和码垛EX(多路径模式)
适用于复杂的堆叠模式(工件姿势改变,堆叠时的底面形状不是四角形)。
3. 码垛指令
(1)码垛指令格式:码垛指令基于码垛寄存器的值,根据堆叠模式计算当前 的堆叠点位置,并根据路径模式计算当前的路径,改写码垛动作指令的位置 数据。

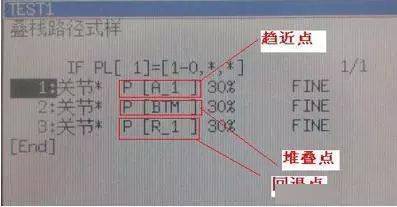
(2)码垛动作指令:以使用具有趋近点、堆叠点、回退点的路径点作为位置 数据的动作指令,是码垛专用的动作指令。该位置数据通过码垛指令每次都 被改写。

(3)码垛结束指令:计算下一个堆叠点,改写码垛寄存器的值。

(4)码垛寄存器:用于码垛的控制。进行堆叠点的指定、比较、分支等。

4. 码垛示教
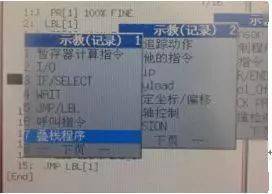
(1)选择码垛程序
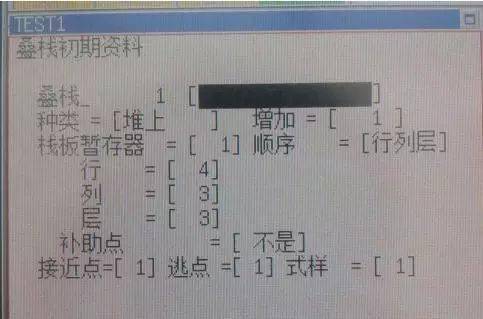
(2)输入堆栈初始数据
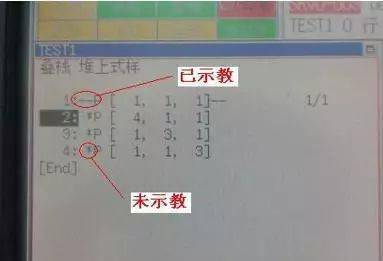
(3)示教堆上样式
(4)示教路径模式
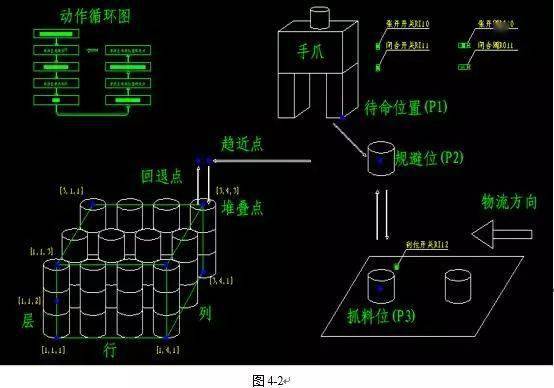
5. 码垛作业课题演示
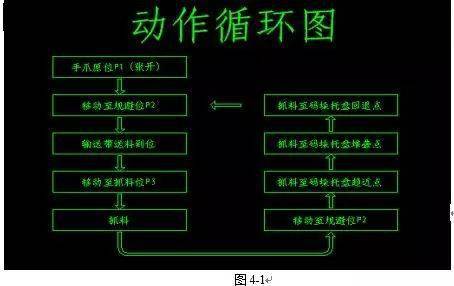
如图 4-1、4-2 所示动作循环,在输送带 P3 进行工件抓取,在托盘上进行 码垛。
用示教器编写程序,程序如下:
1:J PR[1] 100% FINE ;移动至待命位置 P1
2:LBL[1] ;标签 1
3:J PR[2] 100% FINE ;移动至待命位置 P2
4:WAIT RI[12]=ON ;等待抓料位有料
5:L PR[3] 100mm/sec FINE ;移动至抓料位 P3
6:WAIT 1.00(sec) ;等待 1S
7:RO[11]=ON ;抓手闭合阀 ON
8:WAIT RI[11]=ON ;等待抓手闭合开关 ON
9:RO[11]=OFF ;抓手闭合阀 OFF
10:PALLETIZING-B_1
11:J PAL_1[A_1] 80% FINE ;移动至趋近点
12:L PAL_1[BTM] 100mm/sec FINE ;移动至堆叠点
13:RO[10]=ON ;抓手张开阀 ON
14:WAIT RI[10]=ON ;等待抓手张开开关 ON
15:RO[10]=OFF ;抓手张开阀 OFF
16:L PAL_1[R_1] 100mm/sec FINE ;移动至回退点
17:PALLETIZING-END_1
18:JUMP LBL[1] ;跳转至标签 1
6. 注意事项
(1) 要提高码垛的动作精度,需要正确进行 TCP 的设定。
(2) 码垛寄存器,应避免同时使用相同编号的其他码垛。
(3) 码垛功能,在三个指令也即码垛指令、码垛动作指令、码垛结束指令 存在于一个程序而发挥作用。即使只将一个指令复制到子程序中进行示教,该功能也不会正常工作,应注意。
(4) 码垛编号,在示教完码垛的数据后,随同码垛指令、码垛动作指令、 码垛结束指令一起被自动写入。不需要在意是否在别的程序中重复使 用着码垛编号(每个程序都具有该码垛编号的数据)。
(5) 在码垛动作指令中,不可在动作类型中设定“C”(圆弧运动

 分享
分享
图片新闻




中国机器人产业大会圆满收官!")



最新活动更多
推荐专题

 中国机器人产业大会 暨维科杯机器人行业评选颁奖典礼")

国际无人机系统产业大会")
- 1 【独家深度】2025年中国机器人激光雷达行业市场调研
- 2 人形机器人革命,NVIDIA如何破局?
- 3 《2025机器人+应用与产业链新一轮加速发展蓝皮书》电子版限免下载!
- 4 MOONLIGHT 玄晖成为全球首款获得 CE+ETL双认证的力控型并联机器人
- 5 信步科技发布具身智能开发平台HB03,实现机器人“大、小脑融合”
- 6 用信步工控主板,当行业冠军,“天工”机器人马拉松夺冠!
- 7 【展商推荐】意优科技:专注于人形机器人关节模组的研发与生产
- 8 纤尘不染|新时达众为兴洁净型SCARA机器人新品重磅发布
- 9 MiR 发布最新电子书,揭示AMR 革新医院物流全流程
- 10 智同科技举行总部基地奠基仪式:以匠心筑基,与时代同行



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论